


簡易裏バリ取りホルダ T10型

製品ムービー
製品特徴
NCを搭載したマシンでもロボットや
各種専用機でも使用できる
簡易バリ取りホルダ
軸方向にのみ10mmの伸び機構を持った安価な簡易バリ取りホルダです。
軸方向にのみ10mmの伸び機構を内蔵
ホルダには、10mmの伸び機構を内蔵しており、裏バリ取り加工面に対して常時刃先を加圧しながら加工可能です。
標準で強さの違う3種類のバネを付属
ホルダには、標準で強さの違う3種類のバネを付属し、加工するワーク材質に合わせてお客様にてご自由に内蔵するバネを交換して頂くことが可能です。
最高許容回転数10,000min-1
最高許容回転数10,000min-1です。マシニングセンタでは、お手持ちのミーリングチャックに取り付けてご使用ください。
使用機械/
マシニングセンタやロボットシステム、各種専用機
寸法表(単位/mm)
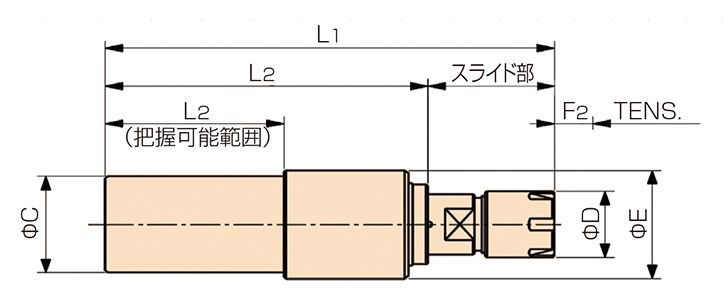
| 機種 | シャンク径 | L1 | L2 | L3 | C | D | E | F2 | 本体重量(kg) |
|---|---|---|---|---|---|---|---|---|---|
| T10-20 | 20 | 102 | 75 | 40 | 20 | 16 | 25 | 10 | 0.24 |
| T10-32 | 32 | 116 | 83 | 46 | 32 | 22 | 36 | 10 | 0.58 |
| T10-20L | 20 | 162 | 130 | 100 | 20 | 16 | 25 | 10 | 0.34 |
| T10-32L | 32 | 170 | 137 | 100 | 32 | 22 | 36 | 10 | 0.79 |
- 最高許容回転数は10,000min-1です。
マシニングセンタではお手持ちのミーリングチャックに取り付けてご使用下さい。 - 先端のコレット部は、実績のあるDIN規格16°テーパーを採用。
- コレット部の把握範囲は、ER11がφ0.5~φ7mmまで、ER16がφ0.5~φ10mmまで把握可能です。※把握サイズに合ったコレットが必要です(別売)。
- ナットとコレットを外し、 内部にあるストッパーを取り出します。 中に見える六角穴付ボルトを六角レンチで緩めると、ボルトと共にバネが抜けます。 (この時、 座金も一緒に抜けて来ますのでご注意下さい)。 バネを付属品の他のバネと交換して、再びバネと共にボルトを締め込めばバネが簡単に交換可能です。
- 本ホルダーはバリ取り専用です。他の用途にはご使用にならないで下さい。
- ミーリングチャック等へシャンク部を取り付ける場合は、締め過ぎにご注意下さい。 ミーリングチャックメーカーの推奨する締め付けトルクにて締めるようにご注意下さい。
- サイドロックホルダー等でのご使用はしないで下さい。 片側から締め付けた場合、シャンク部が変形してスライド部分が動かなくなる可能性が有りますのでご注意下さい。
付属品(単位/mm)
ERテーパーコレット
各ホルダーには、ER11-φ6コレット又は、ER16-φ6コレットが1個付属しております。
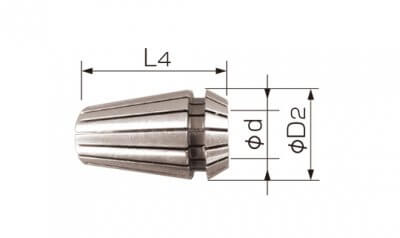
| 機種 | コレット形式 | 軸径d | L4 | D2 | 専用ナット |
|---|---|---|---|---|---|
| T10-20 | ER11-φ6 | 6.0 | 18.0 | 11.5 | ERM11 |
| T10-32 | ER16-φ6 | 27.5 | 17.0 | ERM16 | |
| T10-20L | ER11-φ6 | 18.0 | 11.5 | ERM11 | |
| T10-32L | ER16-φ6 | 27.5 | 17.0 | ERM16 |
ERM型ナット
各ホルダーには、ERM11ナット又は、ERM16ナットが1個付属しております。
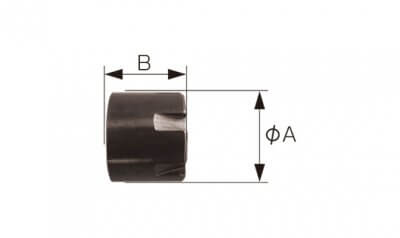
| 機種 | ナット形式 | A | B | 専用スパナ |
|---|---|---|---|---|
| T10-20 | ERM11 | 16.0 | 12.0 | E11M |
| T10-32 | ERM16 | 22.0 | 18.4 | E16M |
| T10-20L | ERM11 | 16.0 | 12.0 | E11M |
| T10-32L | ERM16 | 22.0 | 18.4 | E16M |
T10型 専用スパナ
各ホルダーには、E11Mスパナ又は、E16Mスパナが1個付属しております。
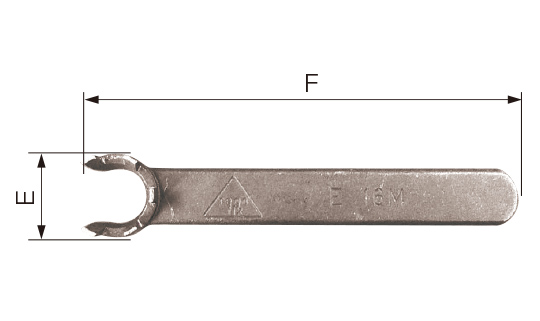
| 機種 | ナット形式 | E | F |
|---|---|---|---|
| T10-20 | E11M | 17.5 | 102.5 |
| T10-32 | E16M | 22.5 | 117.5 |
| T10-20L | E11M | 17.5 | 102.5 |
| T10-32L | E16M | 22.5 | 117.5 |
ご購入前にご確認下さい
- 本ホルダはNCを搭載したマシン、ロボットや各種専用機で使用する簡易バリ取りホルダです。
- 本ホルダをマシニングセンタでお使いの場合は、お手持ちのミーリングチャックに取り付けてご使用下さい。
- 本ホルダをロボットや各種専用機で使用する場合には、専用の取付ホルダ(サイドロックホルダやコレットホルダ等)をご準備下さい。
使用目的
本ホルダは機械加工(穴あけ加工、エンドミル加工、フェイスミル加工等)後のバリや鋳造バリ、鍛造バリ、プラスチック成形バリ等の外側部・内側部のバリ除去を使用目的としています。
特徴及び使用上の注意
- T10は先端(刃物把持部)が、アキシャル方向に10mm伸びる機能を備えています。
- 上記機能により機械上にセッティングしたワークの軸方向の若干のズレ量を吸収しながらバリ取り加工を行うことが可能です。
- 本ホルダの最高許容回転数は10,000min-1で、バリ取り加工に最適な超硬刃物(ロータリーバー)の使用が可能です(最高許容回転数を超える回転数でのご使用は絶対にしないで下さい)。
- ホルダでの加工は、基本的にダウンカットにて加工を行うようお願い致します。
バリ取り加工時注意事項
本ホルダにてバリ取り加工を行う際、刃物がワークへ接触(アプローチ)時に角(コーナー)部からアップカットで加工を開始すると刃物が角部に引っかかってしまい軸方向へ跳ねる場合があります。
必ず、角部から加工を開始する際は、ダウンカットでワークへ接触(アプローチ)する加工プラグラムとして下さい。
刃物の選択については、ホルダの特徴を認識した上でワーク材質・ワークの取付方法・バリ取り部の形状等の総合的な判断で選択を行って下さい。
刃物の選択にお困りの際は、当社もしくは販売店へお気軽にご相談下さい。