2024.11.13
バリ取りロボットの「ホルダ」って何?役割やホルダの種類まで詳しく解説!
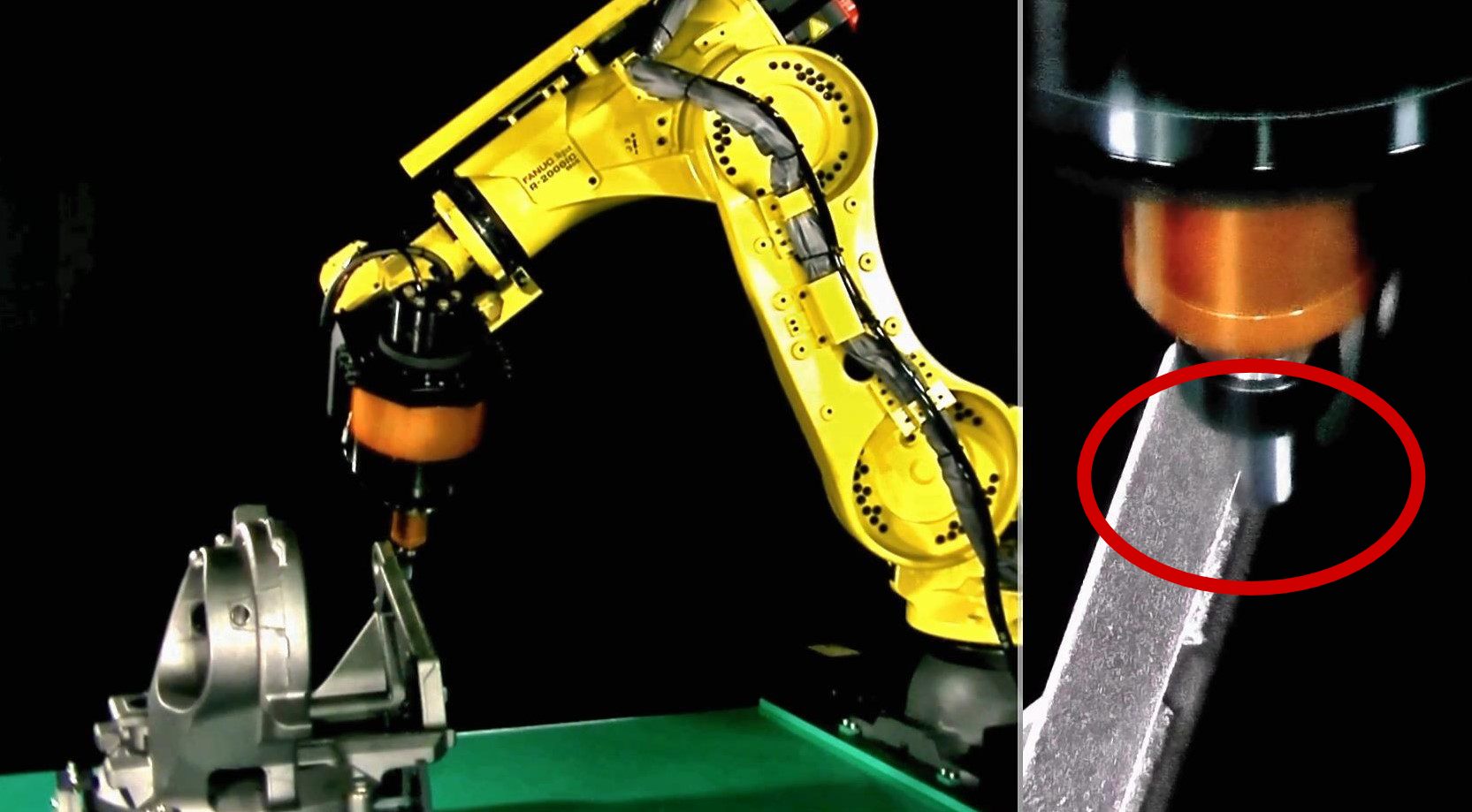
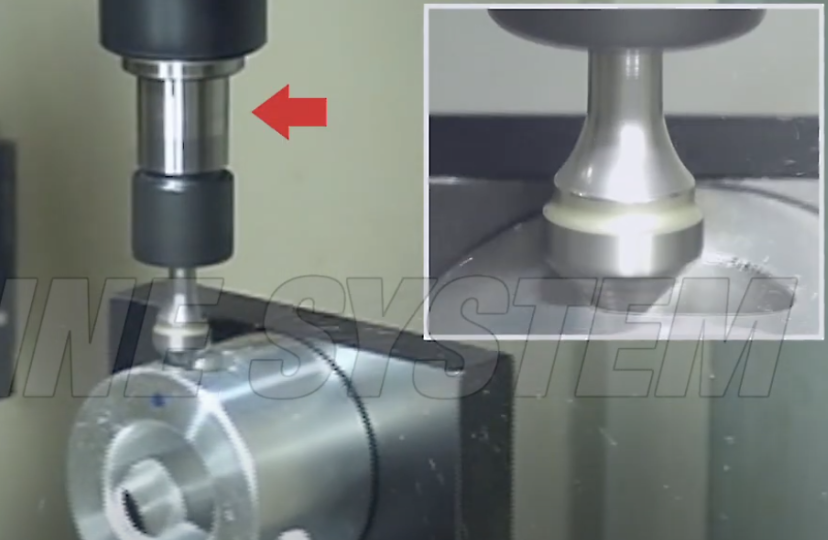
バリ取りホルダとは? バリ取りロボットにおけるホルダとは、ロボットに取り付ける切削工具を保持するための装置です。ホルダは、バリ取り作業の精度と効率を高めるために重要な役割を果たします。 工具の取り付けに不可欠! 上でも解説した通り、ホルダの最も大きな役割が、工具をロボットに取り付け保持すること。 外力やワークの硬さに工具が負けてしまうと、工具がズレてしまい、本来削りたい部位を削れなかったり、逆に削ってはいけない部位を削ったりしてしまいます。 そのためホルダによってバリ取り工具をしっかりと固定することで、工具を安定させ、精度の高いバリ取りを実現するのです。 バリ取りホルダの種類は? バリ取りホルダには、内部構造の違いによっていくつかの種類があります。 現在、主流となっているバリ取りホルダーは主に、 リジッド(軸先固定)機構 バネ機構 エアフロート機構 上記の3タイプです。それぞれの特徴について詳しく解説していきます。 1:リジッド(軸先固定)機構 切削工具が先端にしっかりと固定されている構造のホルダです。 リジッド機構ホルダは工具が常に一定の位置に保持されるため、ロボットでも高い加工精度を実現できる構造として、バリ取りロボットが普及しはじめた頃に多く導入されていました。 一方で、ワーク形状のバラツキや固定時の位置ズレにあわせた柔軟なバリ取りが難しく、空振りやえぐりが発生してしまうというデメリットもあります。 リジッド(軸先固定)機構については下記記事でより詳しく解説しておりますので、こちらもあわせてご覧ください。 関連記事:『リジッド機構ホルダとは?構造から特徴・課題点を詳しく解説!』 2:バネ機構 バネの力で工具の刃先を「X・Y・Z」方向に傾動または伸縮する機構のホルダです。 特にリジッド機構の課題点であった、ワーク形状に応じて柔軟な削り方ができないというデメリットを解決するために開発されました。 そのため空振りの発生は少ないものの、バネの反発による「えぐり(削りすぎ)」が起こることがあります。 それを回避するために、バリ取り箇所によって工具またはホルダ交換を行う必要があるのがデメリットです。 バネ機構については下記記事でより詳しく解説しておりますので、こちらもあわせてご覧ください。 関連記事:『バネ機構ホルダとは?構造から特徴・課題点を詳しく解説!』 3:エアフロート機構 刃先がX・Y・Z方向に傾動・伸縮するのはバネ式と同様ですが、圧縮エアによりフロート力(圧力)を発生させる機構のバリ取りアタッチメントです。 エアフロート機構であれば、フロート力は「エア圧の調整」だけで簡単に行えるため、バリ取り箇所に合わせて複数の工具を用意する必要はありません。また、フロート力がバネの縮みに比例するバネ機構とは異なり、FINESYSTEMのエアフロート式バリ取りアタッチメントではほぼ一定のフロート力が得られ、より高い精度でバリ取りができるようになったのです。 エアフロート機構については下記記事でより詳しく解説しておりますので、こちらもあわせてご覧ください。 関連記事:『フローティング機構とは|バリ取り自動化に向けて知っておきたいこと』 「熟練工の技」を再現するには、エアフロート式バリ取りアタッチメントが不可欠! これまでもバリ取り自動化ロボットは存在していたものの、機械ではなかなか手作業のバリ取り品質を再現することが難しいという課題がありました。 この課題を解決し、バリ取りをロボットによって自動化しながらも、限りなく熟練工の技に近い品質を提供できるようになりました。エアフロート式バリ取りアタッチメントは、人間でいうところの「手首の柔軟性」のような役割を果たします。柔軟性のないロボットの画一的な動きを人間の手作業のようにすることができ、より速く、質の高いバリ取り作業が可能となったのです。 バリ取り機製造を行う多くの企業が「バリ取り自動化」を謳っています。しかし、実際のところは、仕上げには作業者の手が必要となる、いわば“半自動化”がほとんど。 「完全自動化」—— 一切人の手を介さない“バリ取り自動化”の実現。 下記記事では、バリ取り自動化の歴史を振り返りながら、当社の想いと独自のバリ取りロボット開発背景を記していますので、ぜひあわせてご覧ください。 関連記事:『真の“バリ取り自動化”とは何か?「空振り・えぐりゼロ」を実現するバリ取り機の開発背景』