
2025.07.20
鉄(鋼)ワークのバリ取り課題に「自動化」で応える!FINESYSTEM発の特許技術を詳しく解説!
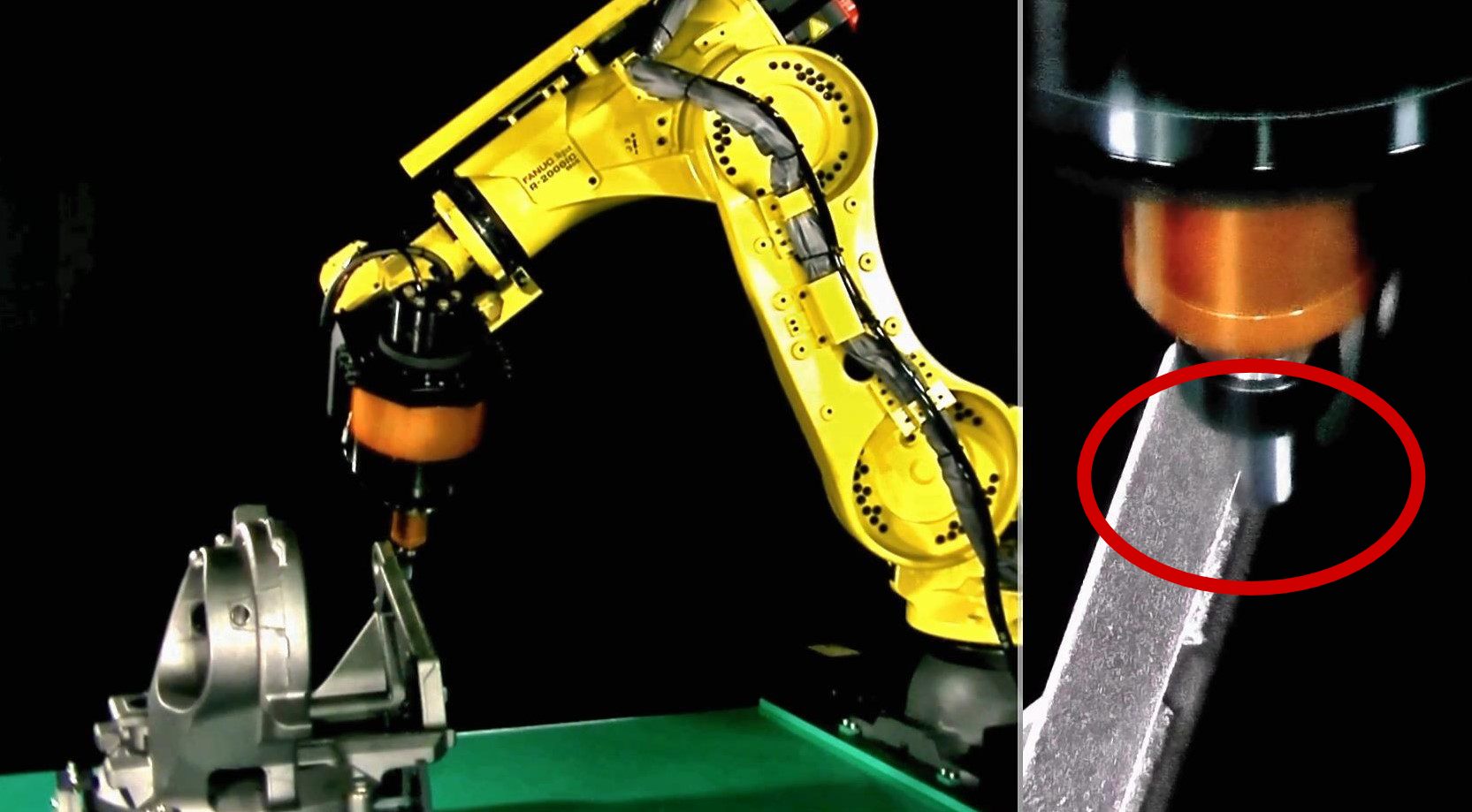
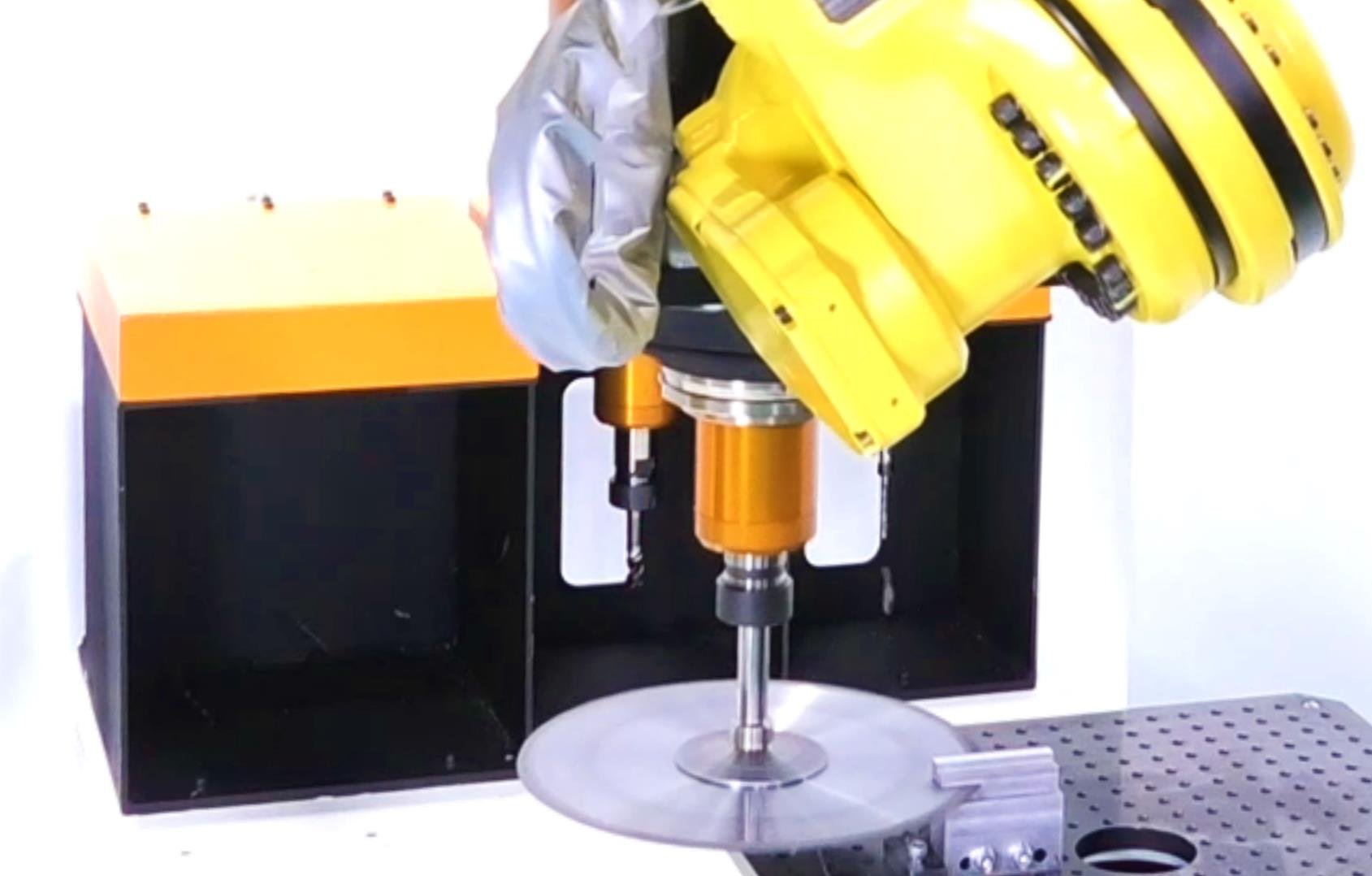
鉄素材の部品やワークを熟練工が一つひとつ仕上げている企業様も多いのではないでしょうか。 重く硬いワークに向き合いながら、現行の仕上がり精度を落とさず、その“職人技”を次世代へどう継承するか…、そうお考えの企業様も少なくないと思います。 本記事では、“鉄のバリ取り”ならではの課題(硬度ゆえの工具摩耗や火花対策、作業者の負担増など)から、それらを解消するかもしれない「バリ取り自動化」について、詳しく解説していきます! そもそも:「鉄製品のバリ取り」で起こっている課題 【素材面】鉄が生む“しつこい”バリが、熟練工の作業量を増やす 鉄(炭素鋼・合金鋼を含む)はアルミなどと比べて硬度が高く、切削中に発生したバリが母材と強固に“一体化”しやすい性質があります。工具が逃げるたびに生じる「押しつぶされたまま残るバリ」は、単にエッジに残るだけでなく微細なクラックの温床となり後工程の強度トラブルを引き起こす要因にもなります。 また鉄は加工時の発熱が大きく、刃先が高温高荷重にさらされるため、「工具摩耗の進行→切れ味低下→バリ発生量の増加」という悪循環が起こりがちです。 さらに酸化被膜(ミルスケール)が付着したまま切削するとスケールとバリが複合化し、通常の面取り工具では除去しきれない“二層構造バリ”が残ることもあります。 こうした鉄特有の頑固なバリが加工現場の大きな課題となっています。 【精度面】工具摩耗・熱変形で「サイクルタイム厳守」が難しい アルミと異なり、鉄のバリ取りでは工具の摩耗度合いが仕上がり品質に直結します。少しのダレでもエッジに段差や残留バリが生じやすいため、 工具交換タイミングの見極め 加工熱によるワーク寸法の微妙な伸縮補正 「冷却・潤滑」の最適化 といった管理が一つでも崩れると、即"寸法ばらつき”として出てしまいます。 さらに高張力鋼やステンレスなど鋼種が混在するラインでは、硬度や熱伝導率の違いにより設定パラメータを細かく切り替える必要があり、段取り替えの頻度増→歩留まり低下を誘発するリスクもあります。 結果として計画的なサイクルタイム遵守と量産対応のバランスを取ることが難しく、生産計画の乱れにつながりやすいという課題が存在しています。 【人材面】“職人技の継承”が間に合わない 特に鉄のバリ取りは火の粉・騒音・重量物ハンドリングが伴うため、若手から敬遠されがちです。 結果、熟練者の高齢化と若年層の人手不足が同時に進行しており、属人的な手仕上げノウハウが十分に伝承されないまま埋もれてしまうケースが増えています。 また当社(FINE SYSTEM)が開発するような「バリ取り自動化システムの導入」を検討される企業様も増えてはきましたが、「ロボットのプログラムを最適化できる人材がいない」という抜本的な人材面の課題もあるのです。 高い精度が求められる鉄ワークの例 上で挙げたような課題を抱えつつも、鉄製品は以下のような「高い精度を求められるワーク・製品」を製造するケースが多いです。必要とされる技術も踏まえて、詳しく見ていきましょう。 自動車・建機の駆動系部品 主に車のギアやクランクシャフト、インジェクションノズルなど高荷重下で噛み合う部品では、わずかなバリが歯面圧や潤滑油膜を乱し、早期摩耗や騒音発生につながります。 しかも鉄バリは硬度が高いため、運転中に剥離すると相手材を引っかき、異常摩耗を加速させるリスクがあります。 鉄道・発電タービン関連部品 車輪フランジやタービンブレード基部のように高速回転・高温環境で使用される鉄系部材では、バリが疲労亀裂や振動源となり、長寿命設計を阻害します。 表面硬化処理を行う前にバリを除去しないと処理ムラが生じ、寿命予測が大きく外れる恐れもあります。 油圧・空圧バルブ/産業ロボット関節部 鋳鉄やダクタイル鋳鉄で成形される流路・シリンダブロックは、鋳巣の縁に鋭利なバリが残りやすく、シール面を傷付けて内部リークを誘発します。 鉄バリが流体に混入すると異物噛み込みによるステッキング現象※を招き、ロボットの停止や建機の作動不良につながりかねません。 ※本来分離しているべきものがくっついてしまう・絡んでしまう現象のこと 医療・精密測定機器のステンレス部品 特に手術器具や精密治具ではバリは切創・感染の直接要因になりますので、特に細心の注意を払う必要があります。 近年は鉄がそのまま使用されるというよりも、「硬質ステンレス鋼」などが使われるようになりましたが、これらの研削熱で酸化皮膜が厚くなるため、機械的なみがきだけでなく電解やブラストの組み合わせで完全除去する必要があります。 このように鉄ワークは精密さが求められるワークが多い上に、硬度・発熱性、ときには磁性といった素材特性が、バリ残しの原因をつくってしまうのです。 これらの課題を抜本的に解決するために「バリ取りの自動化」をご検討いただく企業様も増えてきました。ではなぜまだ業界的に“完全自動化”が進んでいないのでしょうか? ここからさらに詳しく解説していきます。 なぜ鉄バリ取りは「完全自動化」が進まない? 理由1:精度面の心配(導入後に「精度が低い…」となりそう) 上でも解説した通り、鉄・鋼製品はサイクルタイム改善よりも「精度を担保すること」が最重要です。 従来の産業用ロボットは、ティーチングした軌道をトレースするだけなので、部材の板厚ばらつきや、溶接後の熱歪みといった微妙な寸法変化への追従が苦手でした。その結果、多くの工場では自動化していたとしても、 粗削り:ロボットで大まかに削る 仕上げ:職人が最後に、手ヤスリやエアグラインダで微細バリを除去 という「ハイブリッド運用」がほとんどです。 理由2:そもそも「ロボットを動かす人材」がいない 鉄用バリ取りでは切削条件の“窓”が狭いため、回転数・送り量・潤滑量を細かく合わせないと工具摩耗が一気に進みます。ティーチングも単に座標を教えるだけでなく、「どこでどれだけ押し付けるか」「回転数をどのタイミングで落とすか」といったプロセスデータまで調整する必要があります。 ここで問題になるのが、“ロボットと金属加工の両方を理解した人材”の不足です。 導入初期:軌道の設定・力制御の最適化・安全柵のレイアウト 設計稼働後:工具摩耗や材質変更に応じたパラメータ微調整、突然のセンサ汚れへの対応 これらを社内で完結できない場合、「ベンダーに連絡→技術者派遣→再調整」という流れになり、「ラインが止まる=生産性が下がる」リスクが出てきます。 実際「自動化したフロー(マシン)を調整できずに手戻りした」という声もよく聞きます。 関連記事:『「人件費+導入コスト」で試算する|バリ取り自動化の投資対効果を解説!』 FINESYSTEMの答えは、 熟練工レベルの「バリ取り自動化」の開発! そもそも熟練工がロボットに勝る理由は、“己の感覚”を作業に落としこめること。当社はバリ取りロボット最大の課題である「空振り・えぐり」をゼロにするためには、ロボットにも”感覚作業に近い動き”をさせることが重要と定義づけました。 そこで設計・開発したのが、FINESYSTEM特許技術である「独自のエアフロート機構」です。 独自エアフロート機構搭載、『AFシリーズ』の特徴 当社が開発したエアフロート機構の最大の特徴は、圧縮エアで工具の押し当て力(フロート力)を制御しつつ、ホルダー内部に「複数ボールガイド(特許技術)」を採用することで、刃先をワーク形状に滑らかに追従させられる点にあります。 この技術により、「ここからここまで削る」という最低限のティーチング(教示)を行うだけで、まるで熟練工の手首のように工具が伸縮・傾動し、複雑な鉄部品の形状にも自在に対応したバリ取り動作が可能となりました。 そのため、 空振り・えぐりをゼロに: バリの削り残しも製品の削り込みも一切発生しない、高精度なバリ取りを実現します。 フロート力を常に一定に保持: 常に安定した力で加工できるため、部位ごとにスプリングを交換する必要がありません。 サイクルタイム短縮: ティーチング(教示)点数を削減することで作業効率が大幅に向上し、自動化セル全体のサイクルタイムも短縮します。 健康障害リスク低減: 作業者を危険なグラインダー作業から完全に解放し、手作業による腱鞘炎や粉じん障害などのリスクを大幅に低減します。 上記のような従来ロボットでは「不可能」とまで言われた鉄部品バリ取りの完全自動化を実現しました。 その他の作業も「完全自動化」を実現! バリ取り作業はもちろん、ロボットを利用する上で欠かせない、 フロート圧の変更 工具(ツール)交換 これらの作業も、電空レギュレータやATC(工具自動交換システム)を用いることですべて自動化。これにより“ロボットそのものの操作”さえも人の手を一切介入させない、本当の意味での「バリ取り完全自動化」を実現させました。 その他「サイクルタイム向上」や「労災リスク」も低減! 当社製品を導入いただいたお客様の中には、手直し削減によるサイクルタイム向上や、労災リスクが大幅低減したという声もいただいています。 実際にいただいた企業様の声 バリ取り工数を約83%削減 1ワークあたりのバリ取り作業時間を24分から4分へ短縮した事例があります。大幅な工数削減により、生産性が飛躍的に向上しました! 生産ラインの効率改善 1人で2台のバリ取りロボットセルを担当できるようなったため、人員あたりの生産性が向上しました! 健康障害リスクの大幅低減 腱鞘炎や塵肺症などの症状を訴える社員数が0になりました! 鉄をはじめ「アルミ・合金・ダイキャスト」も可能! まずは「事前トライ」で課題感をお聞かせください! 本記事でご紹介した通り、当社は「以前、自動化に挑戦したものの諦めてしまった…」という企業様の声を踏まえ、鉄バリ取り自動化の課題解決に向けて日々研究・開発を重ねてまいりました。そのため、 進化したロボットに興味はあるけれど、また同じ結果にならないか心配… 自社の鉄製品のバリ取り、本当に自動化できるの? といった不安をお持ちでしたら、ぜひ実際の「お客様の製品・ワーク」を使用した事前トライをご検討ください。 実際に加工した際の仕上がり品質はどうか、サイクルタイムをどのくらい短縮できるか。こうしたポイントも含めて最適な解決策をご提案いたします!