








2025.05.26
バリ取り機の「ツール」について|自動化マシン導入の基礎知識を解説
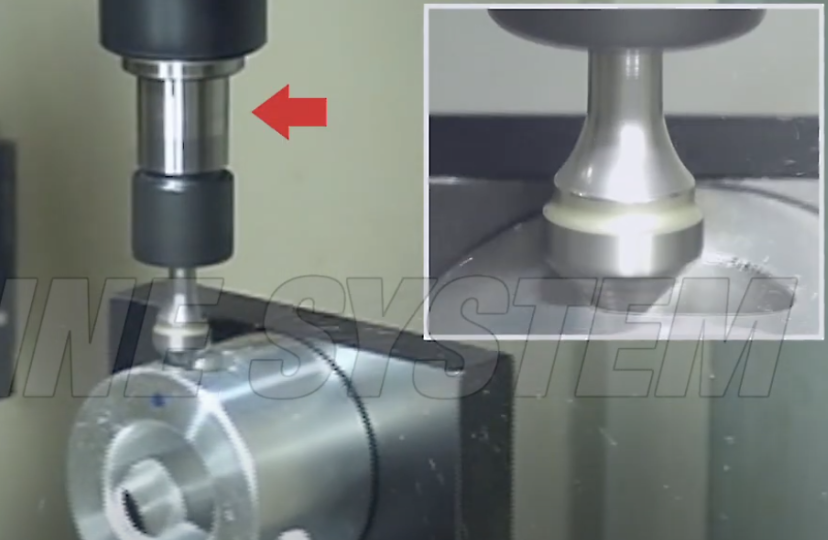
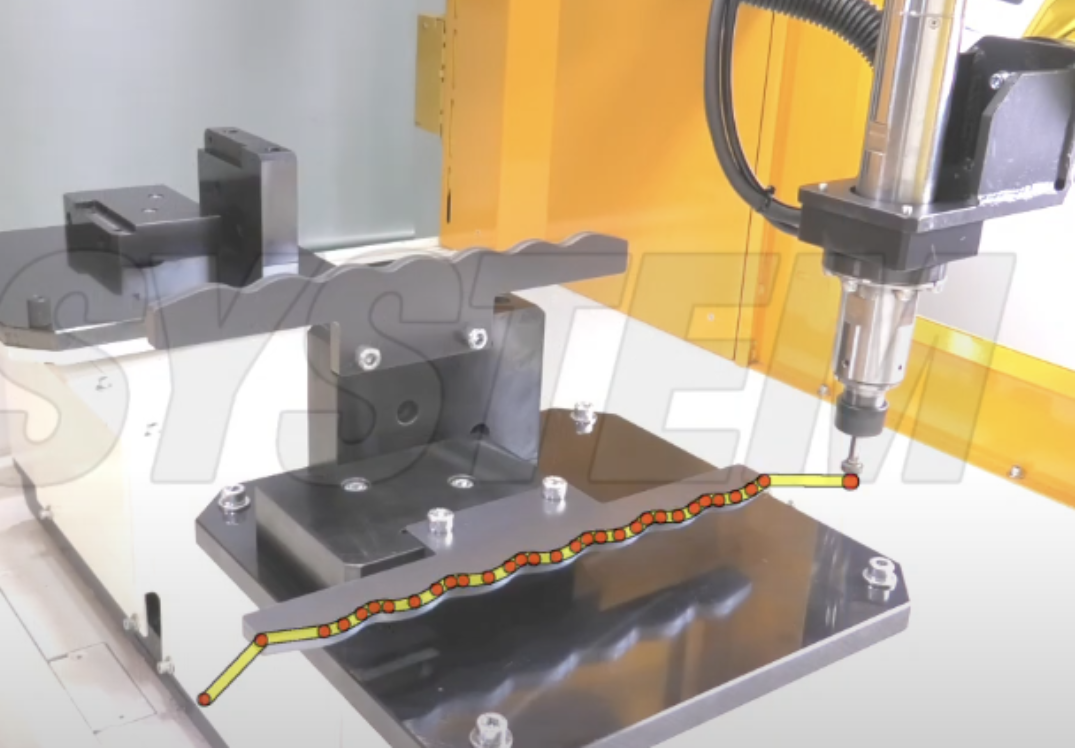
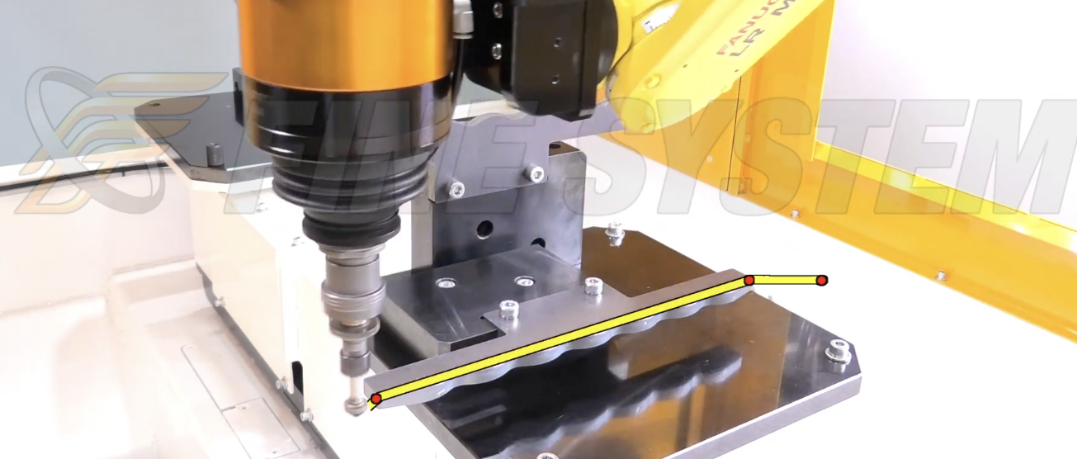
ツールとは? バリ取り機の「ツール」とは、ロボットの先端につける切削パーツのことです。 実際にワークを削り取る部分ですので、切削を目的とした超硬カッターや、微細なバリを除去するヤスリ状のものまでタイプも様々です。 本記事では最終的な仕上げ加工用だけでなく、当社のバリ取りロボットに使用できるツールを例に詳しく紹介していきます。 ツールの種類 用途にもよりますがツールの種類はメジャーなものだけでも「10種類以上」あります。 ここからは用途別に、具体的には「湯口切断」「荒加工」「仕上げ加工」の3用途で使われる主なツールとその特徴について解説します。 1. 「切断」ツール 「切断ツール」は湯口部分の切断、つまり鋳造直後の“最も大きなバリ”を除去するためのツールで、ダイヤモンドディスクや切断砥石などの「大型工具」であることが特徴です。 また湯口切断はワークそのものをばっさりカットするわけですから、ツールそのものの切れ味に加えて、高いトルクも必要となります。 この辺りは下記記事で詳しく解説していますので、こちらもあわせてご覧ください。 関連記事:『鋳造・鋳鉄製品の「切断ツール」について|種類からワーク別の推奨製品まで紹介』 2. 「荒加工」ツール 荒加工ツールは、切断したワークをある程度整える、いわば切断と仕上げの“中間”を担うツールです。 こちらは「切る」というよりも仕上げに向けて「削り整える」のが目的ですので、エンドミルのような切削向きのツールが使用されます。 またこちらも切断と同様にある程度のトルクがないと“削り残し”が起こってしまうので注意が必要です。 詳しくは下記記事をご覧ください。 関連記事:『ダイキャスト切削も自動化!?鋳造製品の「粗加工」に必要なツールを解説』 3. 「仕上げ加工」ツール 仕上げ加工ツールは、微細なバリの撤去や面取り(R面、C面、系面取り)加工で使用されます。ツールは切削・研削向きの超硬ロータリーバーや砥石、場合によってはベルトサンダーなどが該当します。 またワークサイズにもよりますが、仕上げ加工は“ミリ単位の精度”が必要になりますから、たとえば一口にロータリーバーといっても、その形状やサイズはさまざまです。 ただワークや素材によって最適なツール形状は異なるため、これらすべてを揃える必要はありません。 仕上げ用ツールの詳しい説明や選定方法については、下記記事をご覧ください。 関連記事:『ツールの種類で“仕上げ精度”も変わる!「バリ取り自動化用ツール」について解説』 ◯ バリ取りツール早見表 湯口切断 粗加工 仕上げ加工 ダイヤモンドディスク 切断砥石 チップソー など エンドミル ドリル など 超硬ロータリーバー 砥石 など 【Point】 高トルクのホルダが必要 【Point】 高トルクのホルダが必要 【Point】 同名ツールでも型が豊富 「削り残し・えぐり」を防ぐ ホルダの柔軟性が必要 ツールは“消耗品” バリ取りツールは「消耗品」ですので、定期的な交換コストが発生します。 消耗頻度は「導入後」しかわからない バリ取りツールの消耗具合は、運用してみないことには分かりません。 というのも、バリ取り機は日中稼働し続けることがほとんどですから、たとえ同じようなワークを扱う他社事例であっても、1日、延いては1ヶ月スパンで見てみると、その生産量の差は大きなものになります。 また運用していく上で、効率的な切削方法やティーチングも見つかっていくため、一概に消耗頻度を算出できないというのが結論なのです。 だからこそ導入前には“必ず”事前トライを通して、 そもそも自社ワーク(形状・サイズ・材質)も対応可能か 目的とするバリ取り品質が得られるのか を詳しく確認しておくことが大切なのです。 バリ取り機本体の「導入コスト」については、こちらの記事で詳しく解説していますのでご覧ください。 関連記事:『バリ取り作業を自動化!バリ取り機械の導入コストや具体的なメリットまで解説!』 まずは「バリ取りトライ」をお試しください! 当社は「以前導入していたけれど、諦めてしまった…」という企業様の悩みを踏まえて、今日まで研究・開発を行ってきました。そのため、 進化したロボットは気になるけど、また同じ結果にならないか心配… 自社製品のバリ取りを自動化できるのか… といった不安を解消すべく、実際の「お客様の製品・ワーク」を利用した「事前トライ」を承っております。 実際に加工した際の品質はどうか? サイクルタイムをどのぐらい短縮できるのか?導入時の「費用対効果」はどうか? なども踏まえて解決策をご提案いたしますので、まずはお気軽に事前トライにてご相談ください。 >バリ取りトライのお申し込みはこちらから!



