


2023.10.31
フローティング機構とは|バリ取り自動化に向けて知っておきたいこと
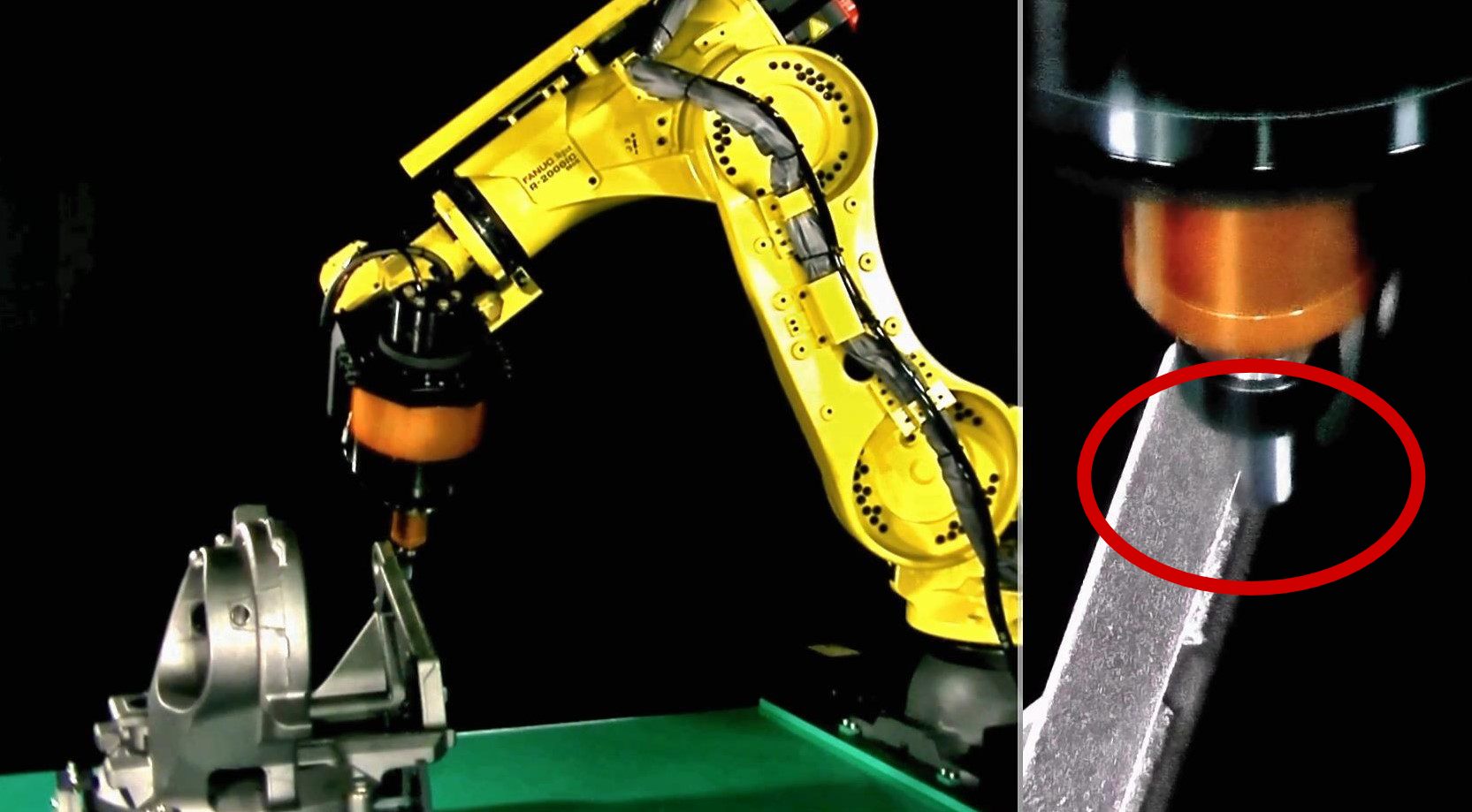
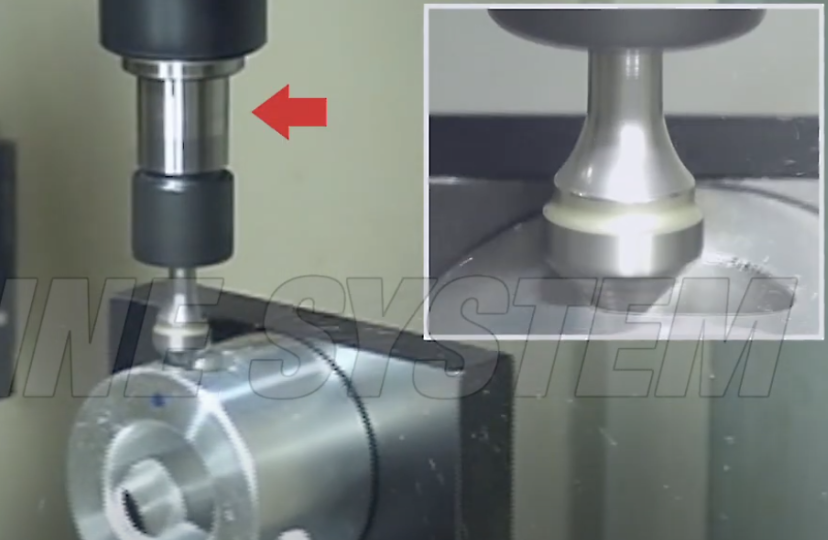
バリ取り機械(バリ取りロボット)の導入を検討している方であれば、「フローティング機構」という言葉を耳にしたことがあるのではないでしょうか? フローティング機構とは、バリ取りを自動化するにあたって作業を効率的かつ精密に行うための仕組みのひとつですが、そもそもフローティング機構とは何なのか?について、イマイチ分かっていない方も多いかと思います。 そこで本記事では、バリ取り機の導入ご検討中の方に向けて、フローティング機構とはどのようなシステムなのかを詳しく解説していきますので、ぜひ最後までご覧ください! フローティング機構とは? <スプリング式バリ取りホルダC10型(左)とエアフロート式バリ取りアタッチメントAF40型(右)でのフローティング加工例> フローティング機構とは、バリ取り工具を一定の力で押し付けながら動かすことで、製品に沿って滑らかにバリ取りを行う機構のことを指します。 従来のバリ取り機は「リジッド(軸先固定)式機構」と呼ばれる、ティーチング(教示)を行うことでプログラミングされたライン通りに削るタイプの機械が一般的でした。 しかし近年ではスプリングや圧縮エアを用いた「フローティング機構」を採用し、バリ取り工具を一定の圧力で押し付けることができ、製品形状のバラツキや飛び出したバリの形状に沿って滑らかにバリを取り除くことができるのです。 バリ取り機に「フローティング機構」を搭載すべき理由 バリ取り機にフローティング機構を搭載する理由は、バリ取り後における製品の「品質」と「効率性」が大きく向上するからです。ここからはこれらのメリットについて、詳しく解説していきます。 ①:製品形状のバラツキを吸収し柔軟に削れるから、「バリ取り品質」が向上する 先にも解説しましたが、これまでの「リジッド式」というのは、プログラミングされたラインに沿って削る方法であるため、製品形状のバラツキに対して、仕上がりを均一に整えることが難しいという欠点がありました。 しかしフローティング機構は、軸先が製品やバリの凹凸に応じて傾動または伸縮するため、バリや製品形状のバラツキを吸収し、滑らかで綺麗な仕上がりになるのです。 これにより、複雑な形状・不規則なバリでも効率良くバリ取りが行うことができ、特に医療機器や自動車部品など、高い精度を要求される工業製品のバリ取りにもよく使用されています。 ②:切削途中の調整が減るため、「バリ取り効率」が向上する 製品に対して滑らかに切削するということは、製品寸法にバラツキがあっても、仕上がりが均一にまとまりやすく、不良品の発生率が大幅低下します。 また従来のリジッド式では、バリ取り工具を強く押し当てたいときには切削ポイントごとにティーチングし直す必要がありましたが、フローティング機構を搭載することで、これまで都度ティーチングしていたような「押し当て力の微調整」を簡単に行うことができるため、生産効率も大幅に向上するというわけです。 スプリング式の弱点を克服した、「エアフロート式」の特徴とは? 上でも触れた通り、傾動または伸縮するフローティング機構にはスプリング(バネ)による「スプリング式」と、圧縮エアによる「エアフロート式」の2種類があります。 スプリング(バネ)式はその名の通り、バネの力を用いて刃先が「X・Y・Z」方向に傾動または伸縮するフローティング機構です。こちらは傾動・伸縮はするものの、フロート力の発生源はバネですので、作業の途中でフロート力(バネ自体の圧力)の調整が必要な場合には、作業を中断して「バネ自体の交換作業」が発生するといったデメリットがありました。 またバネによるフロート力は、押し付けるほど反発して強くなるため、本来除去するべきバリが取り除けなかったり、逆に反発が強すぎて製品まで削り込んでしまったりする事例もありました。 そこで開発された「エアフロート式」は、刃先が「X・Y・Z」方向に傾動・伸縮するのはバネ式と同様ですが、フロート力は圧縮エアによりピストンを押すことで発生します。 これによりフロート力を「エア圧の調整」だけで簡単に行えるため、箇所ごとのバネ交換が不要となります。またフロート力(圧力)がバネの縮みに比例するスプリング式とは異なり、エアフロート式ではほぼ一定のフロート力(圧力)が得られ、より高い精度でバリ取りできるのです。 <当社の手がけるエアフロート式バリ取りアタッチメント『AF40型』> FINESYSTEMのエアフロート式バリ取りアタッチメントAF型(特許第6041317号)は、押し付け圧力を自在に調整できることにより、様々な材質や一つの製品に大きさの異なるバリがある場合などでも対応可能です。段取り替えを減らせて時間短縮といった面でも大きく注目されているのです。 エアフロート式バリ取りアタッチメントAF型の導入で、 「熟練工の技」をロボットで実現! 近年、工数削減や労働環境改善などの理由から、バリ取りを自動化する動きが盛んになってきました。これまでのバリ取りは、熟練工による長年の感覚や勘、適切な判断によって行われてきたものであり、その技術を自動化で再現することが困難でした。 しかし最近では、フロート機構をはじめとした技術導入により、バリ取りをロボットによって自動化しながらも、限りなく熟練工の技に近い品質を提供できるようになりました。特にこのエアフロート機構は、人間でいうところの「手首の柔軟性」のような役割を果たしており、柔軟性のないロボットの画一的な動きを人間の手作業のようにすることができ、より速く、質の高いバリ取り作業が可能となったのです。 FINESYSTEMでは、これまでバリ取り工程において課題視されてきた、高い品質要求や工数課題、作業者不足などの課題を解決するため、「熟練工レベルのバリ取り」を実現するバリ取り自動化システムおよび、バリ取りホルダやツールの開発・製作を行って参りました。 バリ取り自動化を検討しているが、どこに依頼すべきか分からない バリ取り精度は維持しつつ、「生産性向上・コスト削減」を叶えたい 作業者の負担を減らしたい 上記のような、バリ取り機械の導入・自動化による作業改善なら、ぜひFINESYSTEMにお任せください! >>お問い合わせはこちらから >>バリ取り・RBハンドリングのトライのご相談はこちらから