2025.05.26
ツールの種類で“仕上げ精度”も変わる!「バリ取り自動化用ツール」について解説
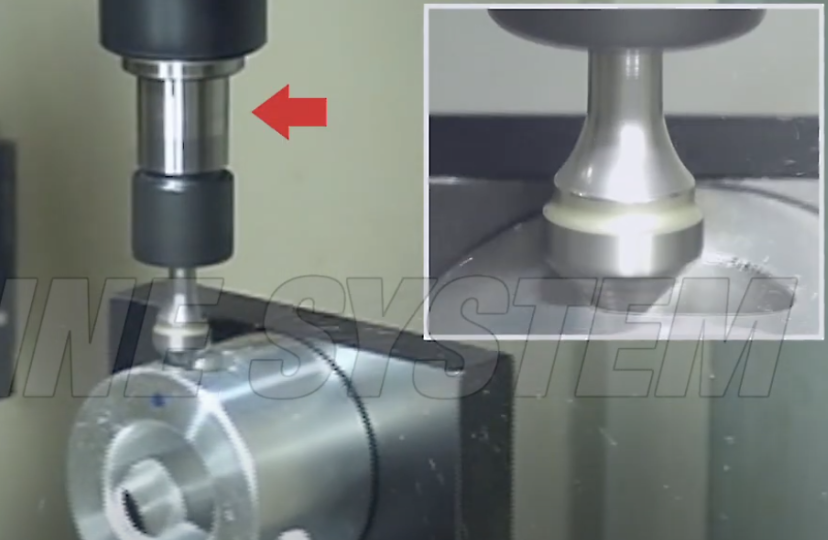
「仕上げ加工」とは バリ取りにおける「仕上げ」とは、ワークを納品物として仕上げるための最後の加工工程です。 微細なバリを取り除くのはもちろん、ワーク角をなくす「面取り加工」も仕上げ加工の一環です。 本記事では、バリ取り自動化の最終フェーズ「仕上げ加工の自動化」で使用されるツールについて詳しく解説していきます。 仕上げツールの種類 まずは仕上げで使用されるツールについてです。主に下記の2つを使用します。 超硬ロータリーバー 軸付砥石 それぞれ詳しく見ていきましょう。 1. 超硬ロータリーバー 超硬ロータリーバーは回転工具の先端に取り付けて使用する工具です。回転する刃先で被削材の表面を削ることでバリを取り除きます。 超硬ロータリーバーは回転する刃先で被削材の表面を削りながら形状を整えるもので、主にバリ取り作業や重研削、仕上げ加工などの作業に使用されます。 ロータリーバーの形状を選定することで、バリの切削をはじめ加工目的や用途、製品形状に応じて効率的な仕上げを可能にします。 ◯ 超硬ロータリーバーでの加工例 筒状ワークの内径加工 波状ワークの面取り加工 「面取り加工」についてはこちらをご覧ください。 関連記事:『面取り加工って何?「C面・R面・糸面取り」の違いまで詳しく解説!』 2. 軸付砥石 軸付砥石はロータリーバーよりも滑らかな仕上げが可能な回転式砥石です。 きめ細かなバリ取りはもちろん、面取り加工の中でも、角に丸みを帯びせる「R面取り加工」などを行う際にも利用されます。 ▲鋳鉄のパーティングライン加工の様子 仕上げ加工の注意点 ツールは消耗品 当然ですが、仕上げ加工用のツールは「消耗品」ですので、定期的な交換が必要です。 また消耗具合もワークの特徴や運用方式によっても異なりますので、交換頻度は運用してみないことには分かりません。 詳細なティーチングが必須 ▲波状ワークのティーチングポイント(31点) 仕上げ加工はワーク形状に倣う必要があるため、詳細なティーチングポイント(教示点)の設定が求められます。ティーチングポイントが多いほど高精度な仕上がりになりますが、その分サイクルタイムは落ちてしまいます。 また、きめ細かに設定しすぎると、イレギュラーな形状のバリに対応できず「削り残し」が発生してしまうため、ちょうどいい塩梅のティーチングポイント数に抑えることが重要となります。 FINESYSTEMのエアフロート式バリ取りアタッチメントは、独自のエアフロート機構で工具がワークに追従するため、極めて少ない教示点で高精度な加工を可能にしています。 【特許取得】フローティング技術で、 バリ残し・えぐりゼロの“倣い加工”を実現! 本記事でも紹介したように、バリ取りはたとえ同一ワークであっても「異なるバリサイズ」が必ずあります。 FINESYSTEM独自開発のエアフロート機構(特許取得)は、あらかじめバリサイズにあわせたフロート圧を電空レギュレータにて可変制御が可能です。レギュレータの調整による「バリ取り条件の簡易変更」を可能にしました。 さらに軸元に「複数ボールガイド」を使用することで、製品形状のバラツキにかかわらず、空振り・えぐりの発生ゼロを実現。製品形状にバラツキがあっても補正(教示修正)なしで、熟練工のような“素早く・滑らかな加工”ができるようになりました。 ▲波状ワークでティーチングポイント「4点」を実現 また当社では実際のお客様の製品・ワークを利用した「事前トライ」を承っておりますので、 実際に加工した際の品質はどうか? サイクルタイムをどのぐらい短縮できるのか? 導入時の「費用対効果」はどうか? なども踏まえて解決策をご提案いたします。まずはお気軽に事前トライにてご相談くださいませ。 >バリ取りトライのお申し込みはこちらから!